The SPOLD and LD-Heater laser processing systems from Hamamatsu, which were recently introduced in Europe, feature real-time integrated temperature measuring. This enables simpler and more precise thermal laser processes, e.g. for plastic welding, laser-sintering or the curing of adhesives. With its new laser laboratory, Hamamatsu is able to supports its customers in their pursuit of application.
"Photon is our Business" is the corporate slogan of the Japanese company Hamamatsu. Only very few people know that the company also offers a wide range of laser products. The SPOLD and LD-Heater laser systems, which were recently introduced to the European market, should soon attract more attention to Hamamatsu's laser business. They have an interesting technical feature with their integrated real-time process monitoring.
"These two systems are each based on a diode laser that can be used for thermal processing," says Hamamatsu sales engineer Alexander Görk while describing the basic function of the SPOLD and LD-Heater. "There are numerous applications for this technology, including plastic welding, laser-sintering, adhesive curing and soldering. It is also suitable for the waterproof sealing of plastics, such as those used in the manufacture of mobile phones, for the hermetic sealing of glass products, which are required in medical technology and for many other applications."
According to Görk, Hamamatsu is currently especially focused on three of these fields of application: "In plastic welding, we can already draw on many years of experience on the part of the Japanese parent company and envision very good application possibilities for these two systems in this area. From our point of view, laser-sintering is a technology with an extremely promising future market, and SPOLD and LD-Heaters are perfectly suited for this as well". Applications for the thermal curing of thermosetting adhesives are the third field on which Hamamatsu is concentrating in the first phase.
Real-time process monitoring
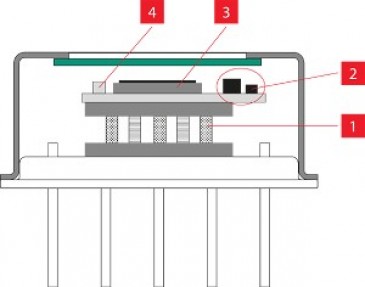
The basic function of both laser systems is to heat the materials to be processed with the aid of laser energy, thereby initiating the desired thermal processing. Diode lasers are used in both products, which mostly operate with a wavelength of 940 nm and an output power of up to 360 W. The laser diodes are used in both products to produce a wide range of laser signals. Spot sizes from 0.1 to 6.4 mm in diameter and, if required, line optics are available to adapt the laser properties to the task at hand. Hamamatsu uses a special process to optimize the shape of the laser beam and achieve a so-called top hat beam profile. The resulting energy distribution allows an optimal and homogeneous heat input to the objects to be processed.
However, the great unique selling point of both systems is the integrated process monitoring: both POLD and LD-Heaters make it possible to monitor the emitting process heat in real time during treatment by the laser and in this way control parameters such as laser power or traversing speed. The only difference between the two systems is the type of process monitoring integrated in the system: SPOLD allows a relative temperature measurement of the processed object surfaces. while LD-Heaters even allow for an absolute one.
With SPOLD, the temperature measurement is realized coaxially via the same optical fiber that is used to transmit the laser energy to the object to be processed. LD-Heaters, on the other hand, use a second optical fiber to measure the temperature. Here, 2-color pyrometry is used, where the detectors record two filtered wavelengths, compare the results, and thus measure the absolute temperature.
Precise temperature control for optimum results
Görk uses an example to explain why the monitoring of process parameters during temperature exposure by the laser is so important: "When two plastics are welded together, the temperatures must be kept exactly within very narrow limits in order to achieve the desired strength of the joint. If the traversing speed or the laser power is not set optimally, the welding process will not achieve the desired result."
Equally important is the adherence to the exact process parameters during laser-sintering. This process is used, for example, to make printed conductors conductive. If the laser power is too low or the traversing speed is too high, the particles of the printed circuit paths do not melt, but if the laser power is too high or the traversing speed is too slow, the circuit paths burn. The result is the same in both cases: The desired activation of the conductivity is not achieved.
Comprehensive service
In order to enable its customers to get started as effectively as possible and to quickly apply the two laser systems, Hamamatsu's sales location in Germany has its own laser laboratory. It meets all requirements for working with class 4 lasers used in SPOLD and LD-Heaters. "In this laboratory we actively support our customers in the evaluation and advise them, among other things, which spot sizes and laser heads are best suited for the respective application," explains Görk. "The wide range of options for spot sizes and laser heads makes the SPOLD and LD-Heater systems very variable and can be tailored precisely to customer requirements. With our experience, we make a significant contribution to ensuring that users can implement their systems as quickly as possible."
During the course of such a consultation, it usually becomes clear very quickly which product is the right one for the respective customer: If temperature monitoring of the process is required, an LD-Heater is the right choice during the development phase of a laser system and for individual tests. With its real-time monitoring of absolute temperatures, it accelerates the determination of optimum process parameters.
If the results from the development phase are to be used in later mass production, LD-Heaters remains the preferred systems. This also has the advantage that the development time is shortened and the user can expand his knowledge of the plant by collecting process data. For plants in which temperature monitoring is necessary but the data from the development phase is no longer needed, Görk recommends the SPOLD system, which also has integrated process monitoring. With a guaranteed lifetime of over 20,000 operating hours, both systems are suitable for continuous use in industrial applications.
External pyrometers become obsolete
The use of Hamamatsu's SPOLD and LD-Heater systems brings a further technical and economic advantage. In order to reduce waste in thermal laser processes, external pyrometers are frequently used today to measure object temperatures. The main disadvantage of such methods, however, is that it is only possible with relatively great effort to position the temperature measurement exactly at the point where the machining takes place.
In certain applications, measurement errors occur due to the use of external pyrometers, emphasizes Görk: "Here, our SPOLD and LD-Heater systems are much easier to use and lead to highly accurate results, since the measuring system is directly coupled with the processing laser. SPOLD and LD-Heater are exactly calibrated in our production in Japan, so that the user can completely dispense with external pyrometers".
Görk is convinced that SPOLD and LD-Heaters, with their integrated real-time process monitoring, provide the user with completely new possibilities for laser machining processes with sound thermal specifications. "In combination with our experience in this field and the newly created laser laboratory, we can offer our customers in Europe real added value in the evaluation and implementation of their solutions".